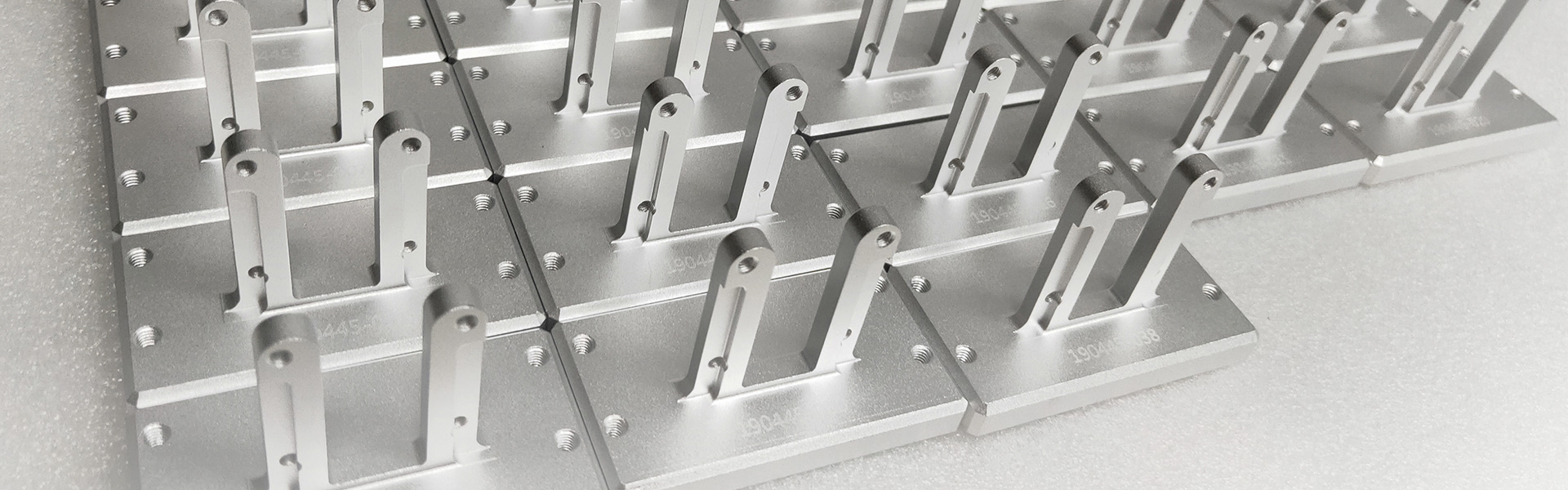
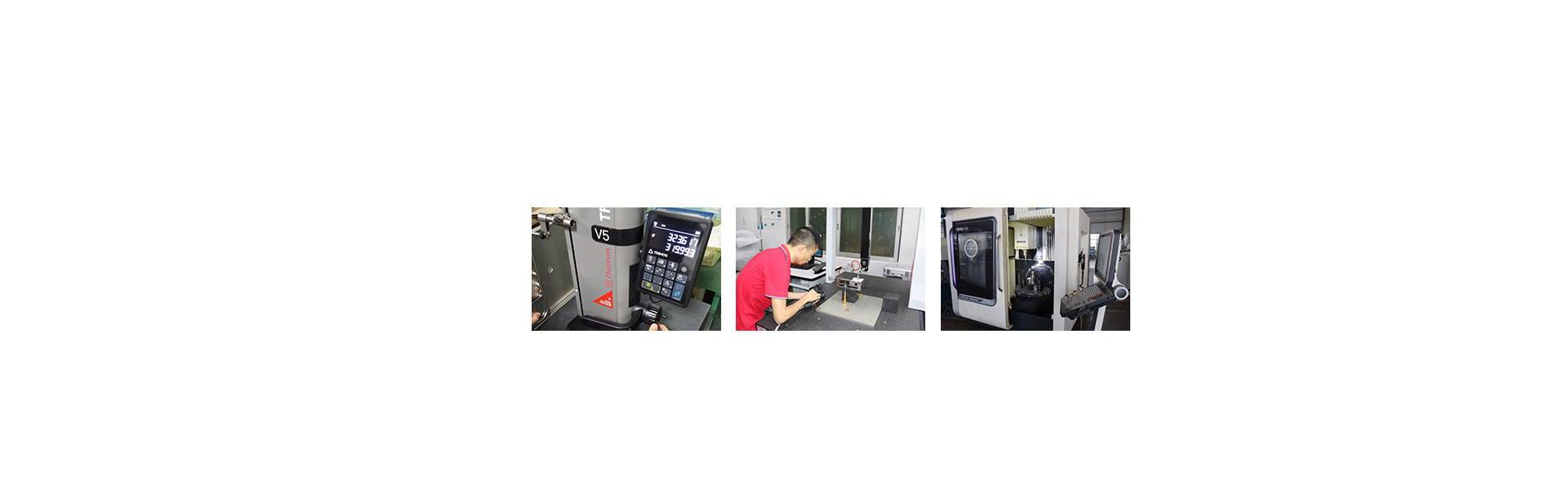
五金 CNC 加工是 CNC 加工的一个重要领域它通常涉及对金属材料进行数控加工,以制造各种五金零件。五金 CNC 加工的应用非常广泛,从日常生活中的五金制品到工业领域的机械零部件都有它的身影。这种加工方式可以实现高精度、高效率的生产,并且能够满足各种复杂的设计要求。在五金 CNC 加工中,常用的金属材料包括铝合金、不锈钢、铜等加工工艺可能包括铣削、钻孔、镗孔、切割等。它的优势在于能够快速、准确地生产出具有高质量和一致性的五金产品。你是在从事五金 CNC 加工相关的工作吗?还是对这个领域感兴趣呢?如果你有具体的问题或者想要了解更多信息,随时都可以问我哦?
2024-三月-06