全国服务热线
136 4289 5079

浏览数量: 30 作者: 锐邦科技 发布时间: 2024-05-21 来源: 锐邦科技
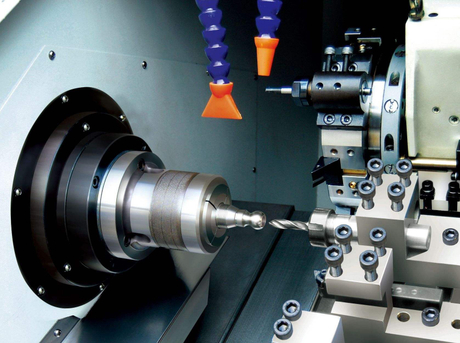
在CNC加工的整个过程中,数控刀片的主要参数不同,就会形成不同的钻削形状,从而形成不同的刀具形状。对整个钻削过程的可靠性和工艺性能造成直接危害。在理想情况下,选用圆弧刃金刚石刀片进行铣削加工,加工软金属材料时,产品工件的加工表面会产生轮廊峰和轮廊谷,它们之间的间距,称为基本理论表面粗糙度,其尺寸相当于f2/8 R (f为切削速度, R为数控刀片的圆弧半经)。所以数控加工刀具时,需要注意哪些方面呢?下面这句话让我们一起来掌握:

1.刀具必须夹紧牢固,不要在筒夹内过短;
2.每次索刀前应检查 CNC加工刀片是否符合规定,索刀长度应根据工序表标明的生产加工深度值确定,一般3 mm稍好一点的索刀应考虑筒夹是否有撞击;
3.遇上生产加工深度非常深的情况能与程序编写师进行沟通交流,酌情考虑采用2次索刀的方法,即先将长度从一半缩短到2/3,待生产加工到较深部位时再将索长一点,这样可以提高生产加工的高效率;
4.应用延长索咀时,尤其要掌握下刀深度,需要使用刀长等数据信息;
5.CNC加工刀片安装上机前,其光洁度互相配合的部位,使用清洁巾抹干净,数控车床刀具套的相对部位也同样干净,防止互相配合面有铁销危害精密度和损坏数控车床;
6.一般对数控刀片长度选用尖刀对刀法(状态用刀中对刀的情况),对刀时应仔细核对程序流程表上标明的刀具状态;
7.当程序结束或再次对刀时,应注意深刀是否可以连接到前面,一般情况下可先调整0.毫米线,然后根据状态再做调整;
8.旋转收拆式刀片,如选用水溶性切削油,应每半个月左右用润滑脂浸润数钟进行保养,可使刀片内部零件有润化免受损坏。
以上是 CNC加工装夹刀注意事项,希望能帮到你,如果你想了解更多 CNC加工的相关信息,欢迎在线咨询或拨打本公司服务热线(网站右上角)咨询,我们将竭诚为你提供优质服务!