全国服务热线
136 4289 5079

浏览数量: 12 作者: 锐邦科技 发布时间: 2021-07-27 来源: 锐邦科技
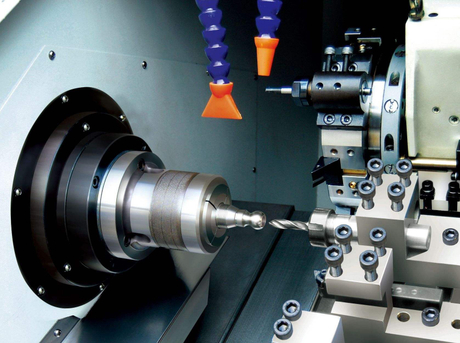
cnc数控车床加工在五金加工厂是很常见的一种加工工艺,厂家为提高加工效率可谓绞尽脑汁。
cnc数控车床加工在使用上具有其它机械无法达到的加工工艺性,在生产高难度复杂零件时也毫不含糊, cnc数控车床加工在编程时一定要注意每道工序的切削用量,要在使用时正确选择切削量,这样就能提高产品质量和产量。通常影响切削速度、深度和进给率的条件有机床、工具、刀具和工件刚性;切削速度、切削深度、切削进给率;工件精度及表面粗糙度;刀具寿命及最大生产率;切削液种类、冷却方式;工件材料硬度及热处理状况;工件数量;机床寿命。
工具材质不同,允许的最大切割速度也不同。高耐温切削速度在50 m/min以下,耐热切削速度可达100 m/min,而碳化物刀具耐热切削速度可达100 m/min,陶瓷刀具耐热切削速度可达1000 m/min。
然后是关于工件的材料。刀具切削速度受工件材料硬度的影响,同一种硬质材料加工时,切削速度应降低;加工较软材料时,可提高切削速度。
其次是刀具的寿命。对刀具寿命要求较长的刀具,应采用较低的切削速度。而数控车床则相反,可以采用高的切割速度。切割深度和进刀量。切割深度和进刀量大,切削抗力也大,切削热会增大,因此切削速度应降低。
最终谈到刀具的形状。刀刃形状、刀角大小、刀刃锋利程度等因素影响切削速度的选择。

上述都是影响 cnc数控车床加工效率的因素,更多影响数控车床加工的问题有以下几点:
1.数控机床操作员操作不当;
2.不正确的切割参数(如:公差过大,自振速度过快等);
3.刀片强度不够,刀具过长或过小,造成刀具弹刀;
4.切割余量不均匀(如:曲面侧留0.5,底面留0.15);
回避方法:
1.用刀原理。能量大不小,能短不长;
2.合理调整切削参数,修圆余量大的角;
3.利用机床的 SF功能,以微调速度,使机床切削达到最佳的效果;
4.增加清角程序, CNC机床余量尽量保持均匀(侧面和底面余量保持一致)。
要在五金加工行业立足,必须具备优良的 cnc数控车床加工工艺以及加工效率,才能获得客户的信赖。